Кроме параметров, показывающих многообразие форм ИОС, существуют числовые показатели, которые играют не менее важную роль в характеристике ионообменных смол, такие как:
Массовая доля влаги. Подвижный и фиксированный ионы в твердой фазе смолы всегда окружены молекулами воды. Вода обеспечивает движение ионов внутри смолы: чем больше воды находится между полимерными цепочками, тем больше подвижность ионов и, следовательно, выше скорость реакции ионного обмена. С другой стороны, объем, занятый водой, уменьшает объем, занятый активными центрами и ионообменными группами в полимерной матрице. Таким образом, оптимальное содержание влаги является компромиссом между этими взаимоисключающими факторами, что учитывается и варьируется в определенных пределах при производстве смол. Значение массовой доли влаги для большинства смол, используемых в процессах водоподготовки, составляет 40-60%.
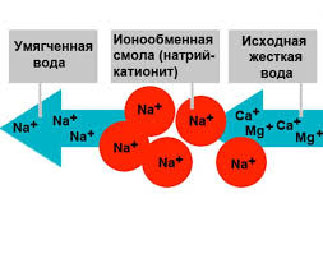
Ионообменная емкость. В общих словах, под емкостью ионообменной смолы понимается количество ионов, которое может быть поглощено определенным объемом смолы.Различают полную и рабочую обменные емкости. Полная ионообменная емкость – это то количество ионов (катионы, анионы), которое может задержать ионит (смола), находящийся в рабочем состоянии, до того момента, когда жесткость фильтрата (в случае умягчения) сравнивается с жесткостью исходной воды. Полная статическая обменная емкость может быть определена как массовая в г-экв/кг сухого ионита или объемная в г-экв/м3 влажного уплотненного ионита. Данная величина является стандартной, ее определяют в лабораториях и указывают в характеристике готового продукта.
Рабочая ионообменная емкость – это то количество ионов, которое задерживает ионит до момента «проскока» в фильтрат ионов солей жесткости. Данная величина не является стандартной, и ее невозможно определить в лабораторных условиях, т.к. рабочая ионообменная емкость зависит от многих «рабочих» факторов: размеров слоя смолы, уровня загрязненности очищаемой воды, скорости потока, температуры фильтрования и т.д. Значения этих факторов приводятся в технических бюллетенях производителей ионообменных смол и в проектной документации. По исчерпании рабочей обменной способности ионита ее подвергают регенерации (восстановлению) путем пропуска поваренной соли NaCl для катионитов, либо каустической содой NaOH для анионитов.
Оптимальные условия, обеспечивающие максимальную величину рабочей обменной емкости ионообменной смолы, в каждом конкретном случае определяют при проведении наладочных работ.
Механическая прочность (истираемость) и осмотическая стабильность.
В процессе ионного обмена зерна ионита подвергаются разнообразным физико-механическим воздействиям: физического давления и трения при фильтровании, взрыхляющей промывке, гидро- и пневмовыгрузке, а также осмотического давления при ионном обмене, регенерации и отмывке. Механическая прочность показывает способность ионита противостоять данным механическим воздействиям.
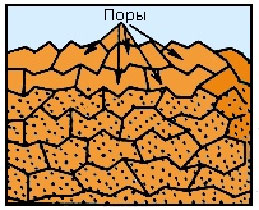
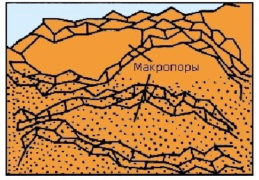
Осмотическая стабильность. Наибольшее разрушение частиц ионитов происходит при изменении характеристик среды, в которой они находятся. Поскольку все иониты представляют собой структурированные гели, их объем зависит от солесодержания, рН среды и ионной формы ионита. При изменении этих характеристик объем зерна изменяется. Вследствие осмотического эффекта объем зерна в концентрированных растворах меньше, чем в разбавленных. Однако это изменение происходит не одновременно, а по мере выравнивания концентраций «нового» раствора по объему зерна. Поэтому внешний слой сжимается или расширяется быстрее, чем ядро частицы; возникают большие внутренние напряжения, и происходит откалывание верхнего слоя или раскалывание всего зерна. Это явление называется «осмотический шок». Каждый ионит способен выдерживать определенное число циклов таких изменений характеристик среды. Это называется его осмотической прочностью или стабильностью. Наибольшее изменение объема происходит у слабокислотных катионитов. Наличие в структуре зерен ионита макропор увеличивает его рабочую поверхность, ускоряет перенабухание и дает возможность «дышать» отдельным слоям.
Поэтому наиболее осмотически стабильны сильнокислотные катиониты макропористой структуры, а наименее – слабокислотные катиониты.
Химическая стойкость. Химическая устойчивость ионообменных смол определяется степенью межмолекулярных связей матрицы, достаточной для обеспечения их нерастворимости. Присутствие в обрабатываемой воде окислителей (хлора, азотной кислоты и др.) и ионов металлов железа и алюминия, а также рН воды могут спровоцировать разрушение межмолекулярных связей ионита, а, следовательно, и возникновение растворимой фазы, что приводит к загрязнению фильтрата (воды) продуктами разложения ионита и уменьшению способности ионита обмениваться ионами. Постоянное наличие в воде вышеперечисленных факторов ограничивает срок службы ионообменной смолы, который при нормальных условиях может достигать 10 и более лет без ухудшения их химических свойств.
Термическая устойчивость ионитов обуславливает их противодействие процессам деструкции (разрушение матрицы ионита) и деградации (отщепление функциональных групп от каркаса ионита).
Для каждого типа ионообменной смолы установлен температурный предел их длительного использования. Катиониты наиболее термически устойчивы, чем аниониты. Так рабочая температура для катионитов достигает 150 0С, для анионитов — не выше 60 0С, максимум 80 0С, особенно низкая термическая стойкость у акриловых анионообменных смол – не более 35 0С.
Первым признаком температурной деградации смолы служит увеличение длительности отмывки, а затем и уменьшение рабочей обменной емкости, связанной с потерей функциональных групп.
Таким образом, можно выделить основные характеристики, которые необходимо учитывать при выборе той или иной ионообменной смолы:
- Ионная форма поставки
- Функциональная группа
- Тип матрицы
- Тип структуры
- Содержание воды
- Ионообменная емкость
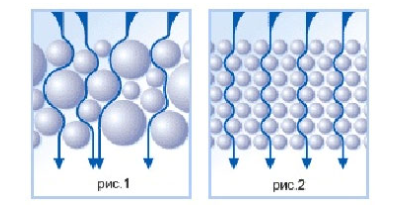
- Размер частиц
Теоретические знания характеристик используемых ионообменных смол очень важны при их эксплуатации.
В настоящее время на рынке ИОС представлено большое число производителей ионитов. Основными марками являются такие смолы, как Lewatit (Германия), Purolite (Англия), Dowex (США), Tulsion (Индия), Granion (Китай), а также некоторые смолы российского и украинского производства.
Специалисты ООО «ГК Химические Системы» окажут Вам профессиональную консультацию и помогут сделать правильный выбор!